
Altair Inspire Cast(鑄造仿真工具)
v2020 免費版- 軟件大小:2.10 GB
- 軟件語言:簡體中文
- 更新時間:2024-09-21
- 軟件類型:國外軟件 / 機械電子
- 運行環境:WinXP, Win7, Win8, Win10, WinAll
- 軟件授權:免費軟件
- 官方主頁:https://www.altair.com.cn/inspire-cast/
- 軟件等級 :
- 介紹說明
- 下載地址
- 精品推薦
- 相關軟件
- 網友評論
Inspire Cast2020提供零件鑄造仿真分析功能,可以在這款軟件上仿真零件設計,可以在軟件添加設計工藝,可以添加設計材料,可以添加零件,從而讓設計師可以分析設備鑄造過程可能出現的問題,結合軟件提供的分析和計算功能就可以直觀的查看鑄造工藝數據,為改良零件鑄造工藝提供數據參考,以后在設計零件和加工零件的時候就可以參考本軟件提供的仿真模擬數據設計新零件,軟件界面提供幾何模型編輯,提供零件鑄造菜單,需要就下載吧!

軟件功能
鑄件設計
為實現結合新型材料的嶄新設計,設計師需要盡早對其設計進行評估。在設計早期便引入 Inspire Cast,即可在接受極少培訓或無需培訓的情況下通過仿真找到可能出現的問題。隨著工藝的改良,Inspire Cast 提供的工藝深入研究及優化功能對于從早期設計到制造出來的整個產品開發周期來說均彌足珍貴。
實現工藝簡化
對于鑄造行業來說,通常首先要設計一項工藝,然后對其進行仿真。Inspire Cast 革新了這一該概念,幫助用戶在兼顧其構思的同時推動工藝的改善。您可以利用虛擬的內澆口進行充填,預測可能出現縮孔的區域,并指導冒口的設計。金屬芯重力鑄造、砂芯重力鑄造、熔模鑄造、高壓鑄造、低壓鑄造和傾斜澆注工藝均可使用引導式模板來進行完善。
優化內澆口設計及位置
利用 Inspire Cast 可迅速輕松地進行內澆口仿真---只需選擇尺寸和位置,Inspire Cast 即可自動生成內澆口。
多種鑄造仿真模板
Inspire Cast 提供了一系列鑄造模板,可用于模擬高壓和低壓模具鑄造、重力金屬芯和砂芯及熔模鑄造。
快速計算
Inspire Cast 的求解器采用了并行處理技術,能夠顯著縮短計算時間。在普通工作站上,可以在幾分鐘內完成對大多數部件的求解
新版特色
Altair Inspire Cast 2020包括以下新功能和增強功能。
1、用戶界面增強
Inspire Cast用戶界面已針對2020年進行了更新,具有幾個新主題,以及對選擇和預高亮顯示顏色的更改。如果您喜歡舊的背景主題,只需在“工作區>主題”下的“首選項”中選擇“藍色黃昏”。
2、Analysis Explorer增強功能
分析資源管理器允許您篩選結果,以便遮罩模型上結果大于指定值的區域。此外,“比例因子”選項已添加到動畫設置窗口中。
3、仿真參數信息
用戶現在可以在分析資源管理器中快速訪問運行中使用的所有模擬設置。這包括有關組件、工藝參數、階段、網格和模型的信息。
4、模具粗糙度
用戶現在可以從三種表面光潔度中進行選擇,以模擬液體和模具之間的摩擦。
使用方法
1、啟動AltairInspireCast2020_win64.exe直接將主程序安裝到電腦

2、設置軟件的安裝地址,軟件默認安裝在C盤,小編設置了D盤
3、軟件安裝信息,需要7.42GB的空間,如果C盤不夠就選擇D盤

4、開始安裝AltairInspireCast2020,等待軟件安裝到電腦
5、InspireCast2020已經成功安裝,點擊完成
6、解壓_SolidSQUAD_破解文件,復制里面的文件夾InspireCast2020到安裝地址根目錄替換同名文件夾
7、啟動InspireCast2020就可以顯示中文界面,可以開始設計模型
8、支持模型瀏覽器、屬性編輯器、命令窗口、python窗口、顯示所有隱藏所有
官方教程
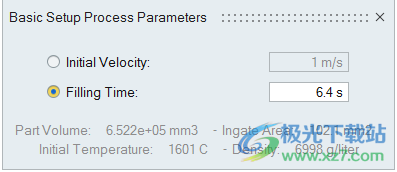
基本設置
定義快速、通用鑄造工藝的參數。
1.單擊“投射”選項卡。
2.單擊“基本設置”圖標。

3.選擇“初始速度”或“填充” 時間。
工藝參數選項
初始速度 (m/s)
定義預定義澆口處的速度。
注意:
在重力鑄造中,速度往往在 0.5-1.0 左右 米/秒。
在高壓壓鑄中,速度往往在 灌裝系統活塞澆口處為 2.0–5.0 m/s,30–40 m/s 在鑄件門口。

填充時間(秒)
如果您已經計算了確切的填充時間,請選擇此選項 您的過程是必需的。Inspire Cast 在內部將填充時間轉換為速度。

重力過程
定義重力砂鑄造或重力壓鑄工藝的參數。
地點:鑄造色帶

重力鑄造是最常見的鑄造工藝之一,因為它可用于生產 各種零件,從簡單的齒輪和皮帶輪到復雜的部件,例如 汽車發動機。該工藝使用消耗性砂型和永久性模具來 形成稱為鑄件的金屬零件,幾乎可以由任何合金制成。金屬是 在熔爐中熔化,然后倒入模腔中。一旦鑄件 凝固后,將其從模具中取出。重力鑄造的變化包括 熔模鑄造和傾斜澆注鑄造。
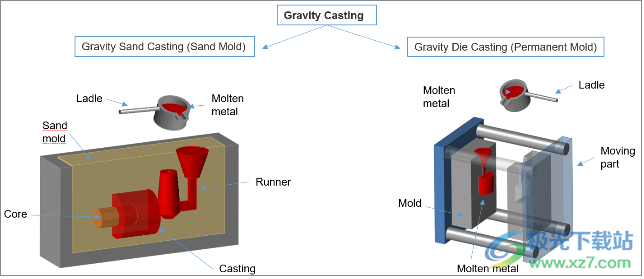
重力砂鑄造在尺寸、形狀和重量上幾乎沒有限制,花紋和 材料成本。但是,它通常不如壓鑄準確,并且具有較低的 由于模具的破壞而導致的生產率。重力砂鑄造一般使用 黑色金屬,如不銹鋼、碳鋼和鑄鐵。
重力壓鑄是一種永久性模具鑄造,通常用于 生產小型、簡單的金屬零件,如齒輪、活塞和車輪。是的 與重力砂鑄造類似,但具有永久性模具,使其成為更好的選擇 產量高。重力壓鑄一般使用有色金屬,例如 鋁、鎂和銅合金,盡管也可以鑄造鐵和鋼零件 使用石墨模具。
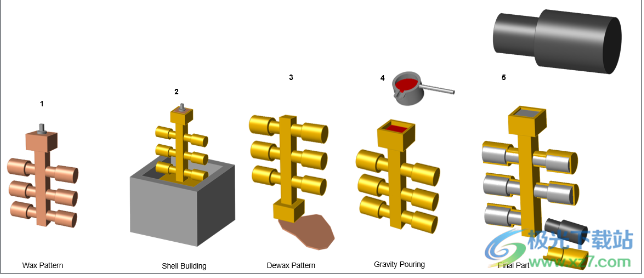
熔模鑄造是一種鑄造工藝,其中模具由蠟模制成, 如下:
1.蠟模是手動創建的,也可以通過在模具中注入蠟來創建。
2.陶瓷模具(投資)是通過浸漬蠟圖案涂上涂層而制成的 它變成了沙子。
3.通過加熱圖案對殼模進行脫蠟。
4.熔融金屬被鉆入空心模具中。
5.敲除殼模以獲得最終鑄件。
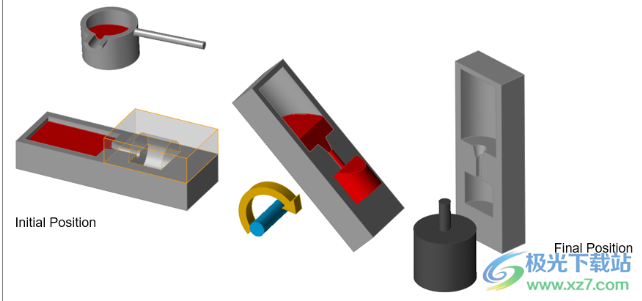
傾斜澆注是一種永久性模具工藝,其中模具水平放置 并在填充過程中逐漸直立傾斜,使其填充 控制方式,湍流低,流速適中。這種技術 補償澆注過程開始時自由落體的影響,以及 有助于避免空氣夾雜物。
定義重力過程參數
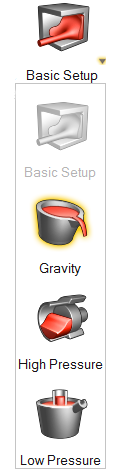
1.單擊“投射”選項卡。
2.單擊以選中“重力”圖標。
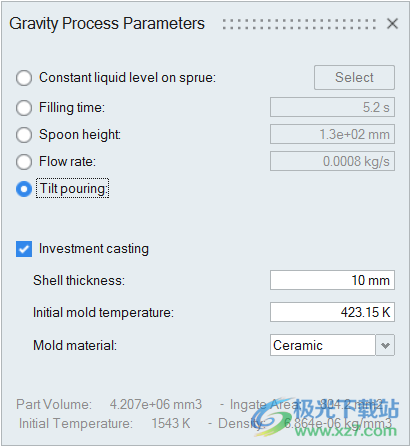
3.選擇澆口上的恒定液位、填充時間、勺子高度、流速或傾斜度 傾倒。
注意:如果選擇澆口上的恒定液位,則當 單擊“選擇”,然后可以選擇 液位應保持恒定的澆口。
注意:如果選擇“傾斜澆注”(Tilt Pouring),則會打開一個新對話框,顯示 輸入有關輪換的詳細信息。
4.或者,您可以選擇熔模鑄造。
將模擬殼體模具,以便分析模具溫度隨時間的變化。
5.定義參數。
工藝參數選項
澆口上的液位恒定
選擇此選項可在澆口上保持恒定的液位 在填充過程中。單擊“選擇”,然后單擊 澆口上液位應保持恒定的點。這 在填充過程中,通過將入口區域調整為 使所選級別保持不變。
填充時間(秒)
如果您已經計算了確切的填充時間,請選擇此選項 您的過程是必需的。Inspire Cast 在內部將填充時間轉換為速度。

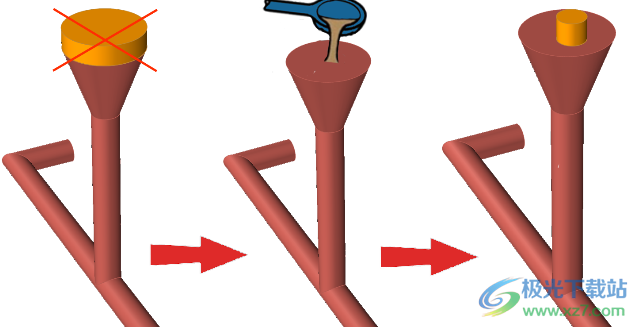
勺子高度 (mm)
當您有完全手動的鋼包操作員時,請選擇此選項。勺子 高度是液體時鋼包與模具之間的距離 被傾倒。如果您不知道此值,請使用大約 10-30 毫米的值。 Inspire Cast 在內部計算 基于勺子高度的速度。

流量 (Kg/s)
流速是澆注的金屬體積(以 Kg 為單位)除以填充物 時間(以秒為單位)。當使用 自動澆注鋼包、底澆鋼包、止動桿鋼包等。

注意:澆口面積的大小會影響速度、勺子高度和流速。 為了模擬更逼真的澆注,我們建議您不要選擇 定義澆口時澆口的整個面積。
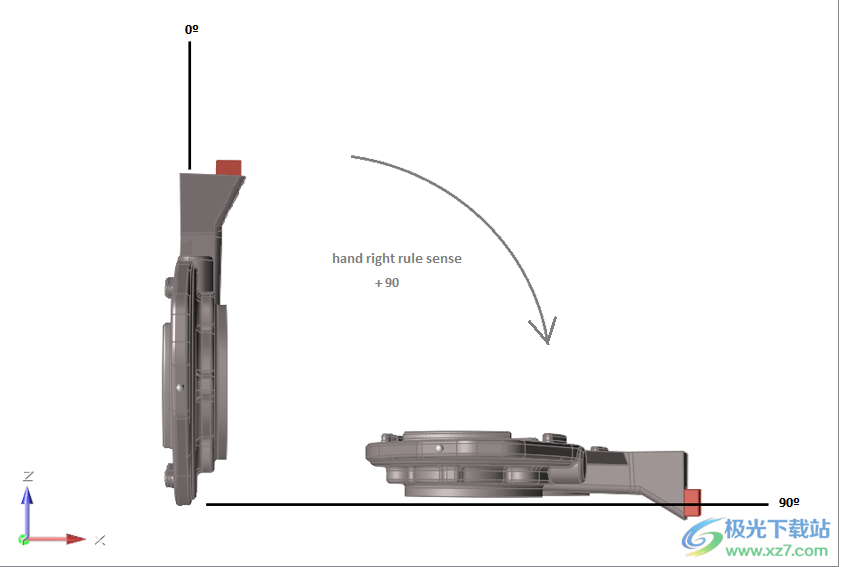
傾斜澆注
旋轉軸
選擇“X”、“Y”或“Z”以定義旋轉軸。傾斜 旋轉遵循與 XYZ 坐標軸相同的順序;如果 您選擇 Y 作為旋轉軸,則 Z 將在 X 上旋轉; 如果選擇 Z,則 X 將在 Y 上旋轉,依此類推。
移動
移動旋轉中心。單擊鼠標右鍵 返回到“傾斜澆注”參數。
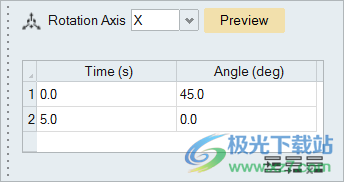
旋轉工作臺
在時間與角度表中輸入值。要設置正數或 負角度,從最終檢查旋轉感 按照右手法則將位置調整到原始位置 以確定符號。
預覽
單擊“預覽”以檢查所選的旋轉感是否正確。
鑄
外殼厚度
由于熔模鑄造中的模具只是一個薄殼,Inspire Cast 將為其使用虛擬網格 相反。輸入熔模的殼體厚度 模擬其對零件的影響。
初始模具溫度
在填充模具的那一刻輸入殼體溫度。
模具材料
在最常見的投資外殼模具材料中進行選擇。
高壓工藝
定義高壓壓鑄工藝的參數。
地點:鑄造色帶

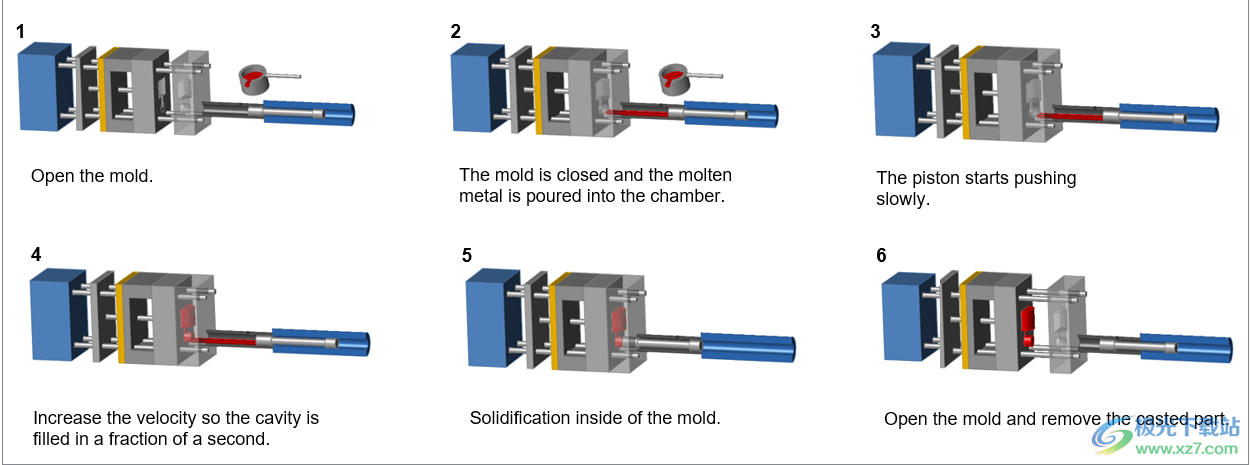
高壓壓鑄使用機器將熔融金屬注入永久性金屬模具中 在高壓下。這是制造具有高 精度,特別是薄壁的輕質零件,需要 一致的尺寸。需要高壓才能完全填充模具并避免 鑄造過程中的凝固。
高壓壓鑄使用兩種不同的速度。首先推動熔融金屬 在低速(初始速度)下,以避免湍流和形成 泡沫。在材料進入模具之前,速度增加(第二階段 速度),熔融金屬被非常迅速地注入模具組件中以填充 它完全。
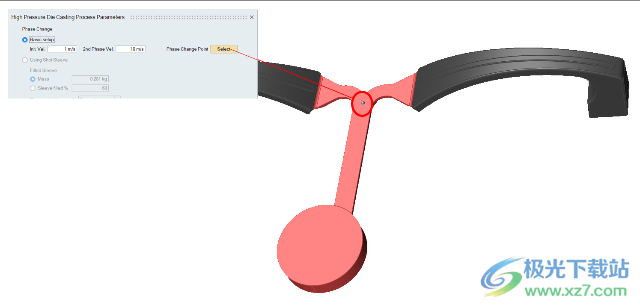
定義高壓工藝參數
1.單擊“投射”選項卡。
2.單擊以選中高壓圖標。

3.通過選擇“基本”(Basic) 來定義相變 設置或使用 Shot Sleeve。
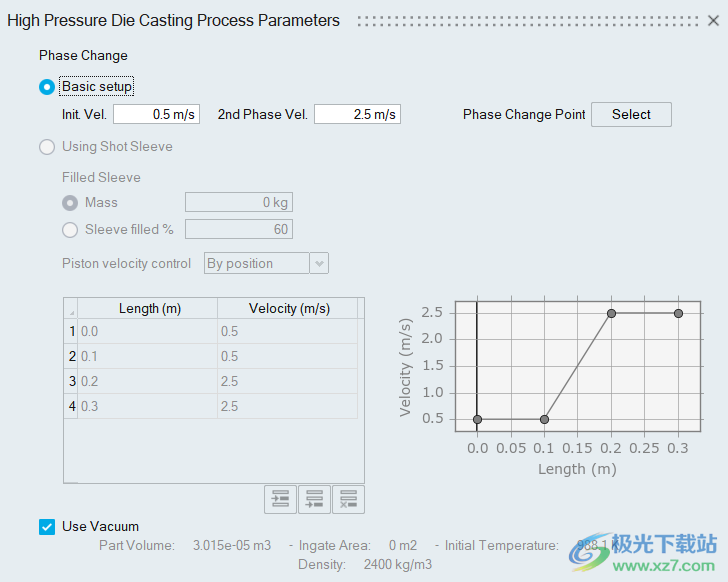
工藝參數選項
基本設置
初始速度 (m/s)
初始速度的典型值為 0.2–0.5 m/s。
第二相速度 (m/s)
第二相速度的典型值為 2.0–5.0 m/s。
相變點
指定初始速度變為秒的速度的位置 相速度,單擊“選擇”,然后 然后單擊運行器上的一個點。
提示:階段 更改點需要在運行器上,在 材料進入模具。
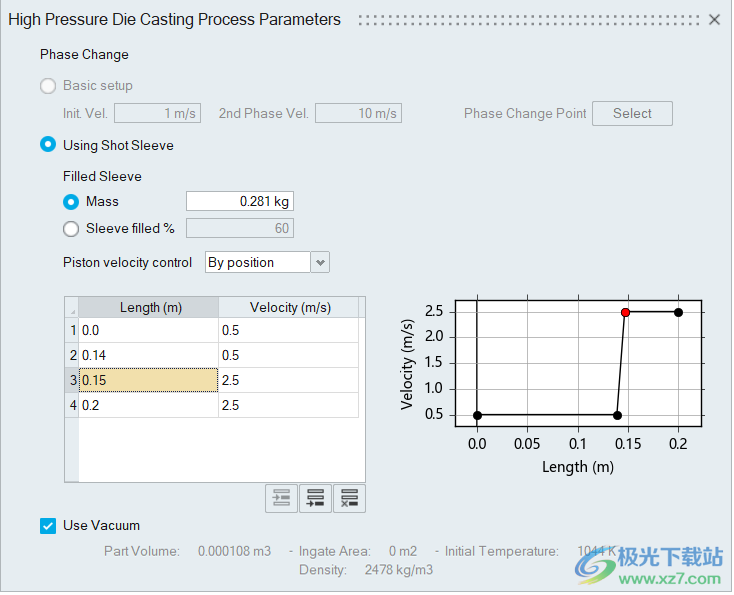
使用 Shot Sleeve
填充套筒
選擇“質量”(Mass) 以定義 在活塞射套筒中引入的金屬以公斤或套筒填充%進入 澆注后活塞射丸填充的百分比 液體在。
注意:默認情況下,Mass 將 是所選零件的體積加上 跑步者。
活塞速度控制
選擇“按位置”或“按” 時間,并定義活塞速度 輪廓。
按位置允許您 選擇液體時的第一和第二速度 到達注射套筒上的選定位置。這 最終位置將根據 設計的注射套筒長度。
由 時間允許您選擇第一個和 第二活塞速度相對于填充物 時間。
您可以在表格中輸入值或編輯 圖表上的點。點擊

進入 在選定的數據點后添加新行,添加新行 在最后一個數據點之后,或刪除所選行。
使用真空吸塵器
啟用以在模擬中使用真空。

下載地址
- Pc版
Altair Inspire Cast(鑄造仿真工具) v2020
本類排名
本類推薦








裝機必備
換一批






















- 聊天
- qq電腦版
- 微信電腦版
- yy語音
- skype
- 視頻
- 騰訊視頻
- 愛奇藝
- 優酷視頻
- 芒果tv
- 剪輯
- 愛剪輯
- 剪映
- 會聲會影
- adobe premiere
- 音樂
- qq音樂
- 網易云音樂
- 酷狗音樂
- 酷我音樂
- 瀏覽器
- 360瀏覽器
- 谷歌瀏覽器
- 火狐瀏覽器
- ie瀏覽器
- 辦公
- 釘釘
- 企業微信
- wps
- office
- 輸入法
- 搜狗輸入法
- qq輸入法
- 五筆輸入法
- 訊飛輸入法
- 壓縮
- 360壓縮
- winrar
- winzip
- 7z解壓軟件
- 翻譯
- 谷歌翻譯
- 百度翻譯
- 金山翻譯
- 英譯漢軟件
- 殺毒
- 360殺毒
- 360安全衛士
- 火絨軟件
- 騰訊電腦管家
- p圖
- 美圖秀秀
- photoshop
- 光影魔術手
- lightroom
- 編程
- python
- c語言軟件
- java開發工具
- vc6.0
- 網盤
- 百度網盤
- 阿里云盤
- 115網盤
- 天翼云盤
- 下載
- 迅雷
- qq旋風
- 電驢
- utorrent
- 證券
- 華泰證券
- 廣發證券
- 方正證券
- 西南證券
- 郵箱
- qq郵箱
- outlook
- 阿里郵箱
- icloud
- 驅動
- 驅動精靈
- 驅動人生
- 網卡驅動
- 打印機驅動



網友評論